地址:江西省九江市濂溪区滨江东路与洪垅路交汇处
电话:0792-8352828
0792-8352066
传真:0792-8352666
邮件:jjyixin@jjyixin.cn
网址:www.jx-yixin.com
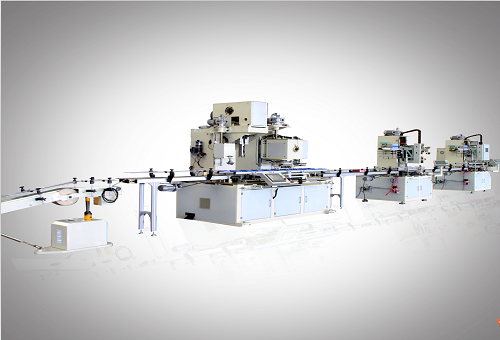
影响圆罐、方罐、涂料桶、油漆罐、制罐机、封罐机、制罐设备、制罐机械封口质量主要的因素
封罐的故障主要表现在封口质量上,此外还有罐身和罐盖输送过程中的一些问题,如卡罐或卡盖、罐和盖外表的划伤等。封口质量的问题主要有以下几个方面:二重卷边机构的三个要求(封口轮、压头、托盘)的制造、安装和调试上的问题;原辅材料(盖、罐身、密封胶)的问题针对实际生产中常出现的问题,从问题的成因上分析如下几个方面。
(1)锐边及快口( sharp seam and cut-ower)卷边顶部内侧的锋口称锐边,当锐边达到马口铁板
断裂的程度称快口。快口属严重的卷边缺陷,也称为卷刃、翅片、薄刃等。
成因分析:压头磨损或封口轮相对压头位置调得偏高;二道封口轮调得偏紧;压头与托盘间距过小或托盘压力太大;压头轴向有窜动;罐身翻边太大;盖内密封胶过多等。
(2)假卷(假封)( false sean)假卷指折叠的盖钩紧压折叠的身钩,但未相互钩合的卷边,实质上
是卷边身钩与盖钩没有咬合,属严重的卷边缺陷。
成因分析:在罐身的运输、传送过程中所引起的翻边损坏(弯曲变形);罐身翻边形状不合格(如磨菇形);罐盖圆边缺陷或损坏;封口时罐盖未对准罐身。
(3)大塌边( knocked- down flange)大塌边指封罐时由于罐身或罐盖边缘严重碰瘪致使罐身
罐盖没有相互钩合,在卷边下部有明显的罐身翻边露出现象,属严重的卷边缺陷。
成因分析:在罐身运输和输送过程中造成的翻边损坏;罐身翻边形状不合格(如蘑菇形);
边损坏或圆边过大;封口时罐盖未对准罐身。
(4)跳封(跳过)( jumped seam)跳封指由于焊缝处卷边较厚,封口滚轮经过罐身焊缝时跳过而
未能将卷边压紧的现象。跳封处卷封的紧度不足,属主要的卷边缺陷。
成因分析:封罐机运行速度太快;二道封口轮缓冲弹簧太软,罐身接缝处太厚等。
(5)卷边不完全(滑口)卷边不完全指封罐过程中,由于罐盖在压头上打滑或封口滚轮转动不
良等原因所造成的局部卷边未完全压紧的现象,也称滑封,属主要卷边缺陷。其特点是卷边的一部分有正常的厚度,一部分则超厚(疏松)。可能伴有因压头打滑引起的埋头壁倒圆褶皱变形。头道卷边滑封沿罐头周边显现牙齿迹象,二道卷边滑封使卷边不完全(疏松),还可能伴有卷边擦伤等现象。
成因分析:托盘压力偏小,罐盖与压头的尺寸小或锥度不合适;压头磨损;压头轴高与托盘之间间距过大;托盘弹簧失灵;压头或托盘上有油;压头轴向有窜动,定位不准有变调节不当。
(6)卷边“牙齿”(,pp)卷边“牙齿”指封罐不良,盖钩和身钩局部未叠接,在卷边下缘所
的V形、突出,属主要缺陷。
成因分析:一道封口轮的封口曲线不理想;预封机或头道封口滚轮调得太松;封口轮磨损;二道封口轮调得太紧会加剧牙齿缺陷;罐盖造型设计不理想(如承胶面太平直);罐盖在承胶面上有皱边内夹入杂物或罐盖内密封胶过多;托盘压力太大实罐罐装量过多;封口轮轴承运转不灵活我杂。
(7)铁舌或垂唇因封罐不良,在卷边下缘明显露出的影响外观的舌状部分,称为铁舌或垂唇,也
称褶皱(介于褶皱与皱纹之间的缺陷称为褶裥),属主要缺陷。
成因分析:与卷边“牙齿”的成因大致相同。
(8)卷边碎裂( cut seam)卷边碎裂指封罐不良,卷边外层铁皮断裂现象,一般发生在罐身接缝
处,属主要缺陷。底盖折边圆弧处断裂或破裂,未经放大常难以觉察,露出二道滚轮痕迹的卷边应作仔细检查,尤其是在罐身接缝或有垂唇的地方,也称为垂唇开裂式双线。
成因分析:二道封口轮调得太紧;罐盖材料有缺陷;盖内密封胶过多;卷边内夹入杂物;由于头道
封口轮调得太紧,引起罐盖折边过长等。
(9)叠接率不符合要求合格的叠接率应大于50%,在35%-49%之间时为次要缺陷;5%-34%之间时为主要缺陷;小于5%时为严重缺陷。
成因分析:压头的埋头深度偏大会造成盖钩变小;一道封口轮调整太松也会使盖钩变小;托盘压力小,翻边量小均会使身钩变小;二道封口轮封口曲线过宽会造成卷边宽度加大,造成叠接率减小道封口轮相对压头调整位置偏高,造成卷边宽度减小;因压头外径偏大未落到底,造成叠接宽度不均匀。
(10)紧密度(皱纹度)不符合要求合格的紧密度应大于50%(皱纹度<50%),在33.3%
49%之间时为次要缺陷;小于33.3%时为主要缺陷。
成因分析:一道封口轮曲线不合理,封口轮调整不合适;一道封口轮曲线磨损严重;罐盖承胶面形状不合理(太平或圆边形状不理想)或罐盖承胶面有皱纹;封口轮轴承运转不灵活等。
(11)卷边损伤卷边损伤指卷边封口过程中所造成的卷边部位外表的损伤或涂层的脱落。
成因分析:一道封口轮曲线不合理;一、二道轮封口轮卷封曲面的光洁度低;一、二道轮调整。

 中文
中文 ENGLISH
ENGLISH
 全国服务热线:
全国服务热线: