地址:江西省九江市濂溪区滨江东路与洪垅路交汇处
电话:0792-8352828
0792-8352066
传真:0792-8352666
邮件:jjyixin@jjyixin.cn
网址:www.jx-yixin.com
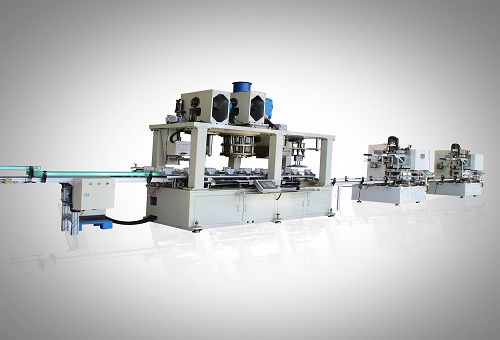
影响制罐,制罐生产线,全自动制罐机,封罐设备,质量的因素
影响空罐质量的因素很多,材料质量(包括所有原辅材料)、每道工序的设备状态和工况,以至操作工人的技术水平及包装运输等都具有产生很大影响。
(1)空罐备料设备对空罐质量的影响因素影响切板质量的因素主要包括切板时的定位精度以
及刀具刃口间隙是否合适、刀口的磨损。切板定位精度不够,剪出的料片几何形状就会超差。对刃口间隙而言,过小则容易损伤刃口,过大则剪出的料片会产生飞边毛刺,同时还会影响刃口寿命。划线中产生的质量问题主要是划线深度的一致性和划线与料片边缘的平行度。划线刀的径轴向跳动、导轨的偏斜、料片尺寸的不一致,都会导致上述质量问题。
刮黄中出现的质量问题是刮黄不尽或刮削过度破坏镀锡层,进而影响焊接质量。主要原因是制刀口磨损、崩刃以及压力调整不理想所致,
(2)罐身成型焊接设备对空罐质量的影响因素在罐身成型焊接设备中,板材的质量,铜线的质
量,成型、输送、焊接等过程,绝缘、冷却状态等都会对空罐质量造成影响。
①材料质量包括罐体材质、下料精度和铜线的质量。主要有板材的成分、镀锡量、调质度及其均匀性、厚度误差表面质量等。铜线的纯度、线径公差、延展率、表面质量等。下料的尺寸精度角度偏差,毛刺的大小等,
②成型的影响揉铁的效果(释放表面张力)成圆的开口,将影响后面的输送是否顺利。
③输送的影响输送不畅、与罐身接触件的光洁度不高,易造成擦伤。推爪位置不齐易造成焊接,
④焊接的影响包括定径规本身的调整,定径规,上、下焊轮、Z形导轨的尺寸及相对位置;铜丝
轧扁后的宽度,焊接压力及焊接电流的调整及二者的匹配等。
⑤其他因素的影响各绝缘部位的可靠性,冷却水的温度、流量等。
(3)补涂烘干对空罐质量的影响涂料选择不合适,涂料厚度不均匀,宽度不整齐涂料膜太薄
涂层处有露铁,焊缝飞溅太大,焊缝搭接处太厚对补涂不利。烘干时间不够涂料未完全固化,或升温太快,形成气泡,烘干温度过高,造成罐身锡层熔化及涂膜烧焦等,均会影响罐身的抗蚀性能。
(4)滚筋、分切对空罐质量的影响滚筋容易产生棱线不分明,罐身焊缝处氧化层和涂料膜被破
坏,罐身擦伤。分切机容易产生切口不平,首尾不接,罐身擦伤等现象。以上现象均与模具或刀具制造精度、磨损情况、安装调整状况有直接关系。
(5)缩颈翻边对空罐质量的影响缩颈容易出现皱褶、缩颈不均匀、擦伤、不易脱模等现象。翻边容易出现宽度不均、翻边过度或不足、两端不一致、翻边损坏、焊缝处开裂等。造成以上现象的主要原因是:模具尺寸精度差或已磨损,模具的安装调整存在问题;焊缝两端过脆,有过长的舌头、分切尺寸不准等。
(6)影响两片罐拉深质量的因素影响两片罐拉深质量的因素有压边圈的压力大小、凹凸模圆角半径的大小、润滑剂、拉深系数的选择及拉深过程中材料的应力状态等压边圈施加的压力必须合适、均匀,过大会增加凹模间的摩擦,易使制件破裂;过小会使拉深制件发生失稳而产生皱纹。拉深过程中可对压力进行调节,直至合适为止。采用反拉深或软模拉深可增大径向拉应力,避免起皱。

 中文
中文 ENGLISH
ENGLISH
 全国服务热线:
全国服务热线: